
ASTM A210 болот түтүк электр станциялары жана өнөр жай казандары сыяктуу жогорку температурада жана жогорку басымдагы чөйрөлөр үчүн казан жана супер ысыткыч түтүктөр катары колдонулган орто көмүртектүү болоттон жасалган түтүк.

Чабыттоо баскычтары
ASTM A210 өлчөмү диапазону
чийки заттар
ASTM A210 классы
ASTM A210 тиксиз болот түтүк өндүрүш процесси
Жылуулук менен дарылоо
Химиялык компоненттер
Механикалык касиеттери
Катуулугу сыноо
Башка эксперимент
Беттик бүтүрүү
Операцияларды түзүү
ASTM A210 маркалоо
ASTM A210 колдонмолору
Биздин Тектеш продуктылар
ASTM A210 өлчөмү диапазону
Тышкы диаметри: 1/2дюйм (12,7 мм) ≤ OD ≤ 5 дюйм (127 мм)
Дубалдын калыңдыгы: 0,035 дюйм (0,9 мм)≤ ВТ ≤0,500 дюйм (12,7 мм)
Башка өлчөмдөрү бар түтүктөрдү, эгерде мындай түтүктөр ушул спецификациянын бардык башка талаптарына ылайык келсе, жабдылышы мүмкүн.
чийки заттар
Болот куюу практикасы--болот өлтүрүлөт.
жок кылынган болот, болот эрүү процессинде кремний, алюминий жана марганец сыяктуу деоксиданттарды белгилүү өлчөмдө кошууну билдирет.
Бул кошумчалар болоттон кычкылтек менен реакцияга кирип, катуу оксиддерди пайда кылышы мүмкүн, ошентип болоттун курамындагы кычкылтектин көлөмүн азайтат жана кычкылдануучу кошулмалардын пайда болушуна жол бербейт.
ASTM A210 классы
ASTM A210 эки класста жеткиликтүү:А-1 жана С класстары.
ASTM A210 тиксиз болот түтүк өндүрүш процесси
Болот түтүктөр кынтыксыз процесс менен жасалышы керек жана болушу керекысык бүткөн or муздак бүткөнкөрсөтүлгөндөй.
Эреже катары, диаметри 30 миллиметрден ашкан болот трубалар ысык, ал эми диаметри 30 миллиметрден аз же барабар болгондор муздак менен жасалат.Бул дифференциация ыкмасы абсолюттук эмес, бирок тигишсиз болот түтүк иштетүү ыкмасын аныктоо үчүн тез жана жеңил жолу катары колдонулушу мүмкүн.
Жылуулук менен дарылоо
ысык даяр түтүктөр үчүн жылуулук дарылоо талап кылынбайт.
Муздак менен бүткөн түтүктөр акыркы муздатуу процессинен кийин критикадан төмөн күйдүрүү, толук күйдүрүү же нормалдаштыруучу термикалык дарылоодон өтүшү керек.
Химиялык компоненттер
| Элемент | А-1 класс | С класс |
| C (көмүртек), максA | 0.27 | 0.35 |
| Mn (марганец) | 0,93 макс | 0,29-1,06 |
| P (Фосфор), макс | 0.035 | 0.035 |
| S (күкүрт), макс | 0.035 | 0.035 |
| Si (Кремний), мин | 0.1 | 0.1 |
| А Көмүртектин белгиленген максимумунан 0,01 % төмөн ар бир кыскартуу үчүн марганецтин белгиленген максимумдан 0,06 % га көбөйүшүнө максималдуу 1,35 %га чейин уруксат берилет. | ||
Бул химиялык курамы талаптар түтүктөр шайкеш күч жана температурага туруктуулугун камсыз кылат.
Механикалык касиеттери
Механикалык менчик талаптары андан кичине түтүкчөлөргө колдонулбайт1/ 8ички диаметри [3,2 мм] же калыңдыгы 0,015 дюйм [0,4 мм].
| Тизме | Uint | А-1 класс | С класс | |
| Керүү күчү, мин | ksi | 60 | 70 | |
| МПа | 415 | 485 | ||
| Чыгымдуулугу, мин | ksi | 37 | 40 | |
| МПа | 255 | 275 | ||
| Узартуу 50 мм (2 дюйм), мин | Узунунан кесилген тилкелерди сыноо үчүн ар бир 1/32 дюйм үчүн чегерүү жүргүзүлөт.[0,8-мм] төмөнкү пайыздык пункттардын негизги минималдуу узартуу 5/16 дюйм [8 мм] астында дубалдын калыңдыгын төмөндөтүү. | % | 1.5A | 1.5A |
| Качан стандарттык тегерек 2-дюйм.же 50 мм өлчөмдүү же андан азыраак пропорционалдуу өлчөмдүү үлгү 4D (диаметрден төрт эсе) барабар | 22 | 20 | ||
| AЭсептелген минималдуу маанилер үчүн 4-таблицаны караңыз. | ||||
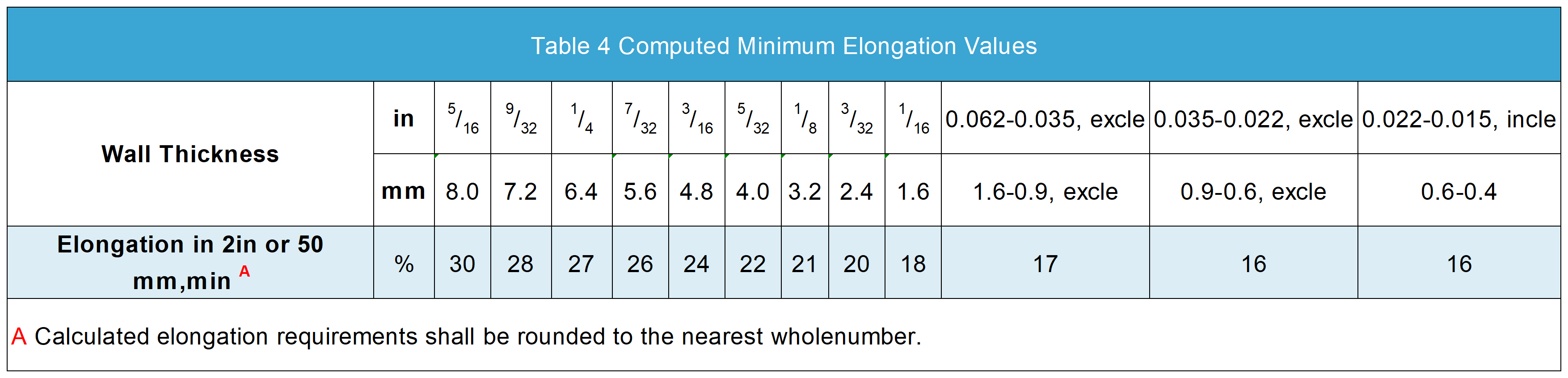
4-таблица ар бири үчүн эсептелген минималдуу узартуу маанилерин берет1/32дюйм [0,8 мм] дубалдын калыңдыгынын азайышы.
Эгерде дубалдын калыңдыгы жогоруда көрсөтүлгөн эки чоңдуктун ортосунда болсо, анда минималдуу узартуу мааниси төмөнкү теңдеме менен аныкталат:
Императордук бирдиктер (жылы): E = 48t+15.00
SI бирдиги (мм): E = 1.87t+15.00
кайда:
E = узартуу 2 дюйм же 50 мм, %,
t = үлгүнүн чыныгы калыңдыгы.
Катуулугу сыноо
Бринелл же Роквеллдин катуулугун сыноо ар бир партиядан эки түтүктөн алынган үлгүлөр боюнча жүргүзүлөт.
ASTM A210 А-1 классы: 79-143 HBW
ASTM A210 C классы: 89-179 HBW
HBW Brinell Hardness өлчөөсүнө тиешелүү, мында "W" карбид шарын индентер катары колдонууну билдирет.
Башка эксперимент
Тегиздөө тести
Flaring Test
Гидростатикалык же бузулбас электр сыноо
Беттик бүтүрүү
Ал туздалган же жардырылган, же экөө тең болушу мүмкүн, бул бөлүк макулдашуу маселеси жана тандоо колдонуучу менен өндүрүүчүнүн ортосундагы макулдашуунун негизинде жүргүзүлөт.
Пиклинг негизинен болот түтүктөрдүн бетинен кычкылданган катмарларды жана башка булгоочу заттарды тазалоо үчүн колдонулат.
Атылган жардыруу бетин тазалоо жана анын адгезия күчүн жогорулатуу үчүн колдонулат.
Бул процедуралар түтүктүн бетинин сапатына гана таасирин тийгизбестен, анын акыркы колдонуу касиетине да таасир этиши мүмкүн.
Операцияларды түзүү
Казанга киргизилгенде түтүктөр жаракаларды жана кемчиликтерди көрсөтпөстөн кеңейип, мончоктошуп турушу керек.Тийиштүү түрдө иштетилгенде, супер жылыткыч түтүктөр колдонуу үчүн зарыл болгон бардык согуу, ширетүү жана ийүү операцияларына кемчиликтерди жаратпастан туруштук берүүгө тийиш.
ASTM A210 маркалоо
Төмөнкүлөр так белгилениши керек:
Өндүрүүчүнүн аты же логотиби.
Түтүктүн спецификациясы (көлөмү, дубалдын калыңдыгы ж.б.).
Түтүк классы.
Болот түтүк өндүрүшүнүн түрү: ысык даяр же муздак даяр.
ASTM A210 колдонмолору
Өндүрүштүк же турак жайды жылытуу үчүн колдонулган тик казандар, отургучтар жана башка казандар сыяктуу жөнөкөй басымдагы чакан жана орто өлчөмдөгү казандарды өндүрүүдө колдонулат.
Superheaters анын кайноо температурасы жогору буу температурасын жогорулатуу үчүн колдонулган казандын бөлүктөрү болуп саналат жана ASTM A210 түтүктөр бул жогорку температура бөлүктөрүн өндүрүү үчүн ылайыктуу болуп саналат.
Биздин Тектеш продуктылар
Биз Кытайдан жогорку сапаттагы ширетилген көмүртектүү болот түтүк өндүрүүчүсү жана жеткирүүчүбүз, ошондой эле сизге болот түтүк чечимдеринин кеңири спектрин сунуштайбыз!
тэгдер: astm 210, казан, кемчиликсиз, ысык даяр, муздак даяр, супер жылыткыч, жеткирүүчүлөр, өндүрүүчүлөр, фабрикалар, биржачылар, компаниялар, дүң, сатып алуу, баа, цитата, жапырт, сатуу, наркы.
Посттун убактысы: 24-апрель-2024